
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Has the Ceramic Multi-tube Dust Collector Created Ripples in Industrial Dust Control?
2024-09-27
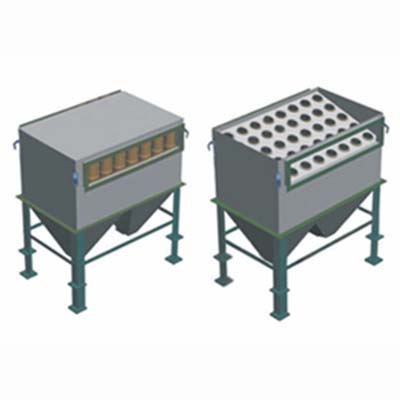
In the realm of industrial dust control, the ceramic multi-tube dust collector has emerged as a game-changer, garnering significant attention and praise from various industries. This innovative product, renowned for its durability, efficiency, and versatility, has recently made headlines with its impressive performance in various applications.
Developed as a new-generation high-efficiency, low-resistance dust removal equipment, the ceramic multi-tube dust collector boasts several unique features that set it apart from traditional dust collectors. Its corrosion resistance, wear resistance, and high-temperature tolerance ensure a long service life, making it an ideal choice for demanding industrial environments. Furthermore, its ability to operate without clogging, combined with its simple operation and maintenance, has made it a popular choice among manufacturers seeking cost-effective dust control solutions.
Recent industry news highlights the success of this product in boiler dust treatment. The ceramic multi-tube dust collector has proven effective in capturing various types of non-sticky dried dust from boilers ranging from 0.5 tons to 670 tons. Its high dust removal efficiency, reaching over 95% in some cases, has made it a valuable addition to boiler dust management systems.
Moreover, the ceramic multi-tube dust collector has also garnered attention in the biomass gasification process. In addressing the dust removal challenges posed by high-temperature gases, this product has demonstrated remarkable performance. A study conducted on a small device comprising four tubes showed that it was able to capture 93.1% of dust particles in the size range of 10 to 100 microns, significantly outperforming traditional cyclone dust collectors, which only achieved 19.3% in the same size range. Based on these promising results, larger equipment capable of processing up to 30,000 m³/h was designed, manufactured, and successfully installed in production fields, achieving a collection efficiency of 69% in actual operation.
The ceramic multi-tube dust collector's success in these applications underscores its potential as an effective supplementary or even replacement for traditional dust collectors. Its ability to withstand harsh conditions, coupled with its high dust removal efficiency and low maintenance requirements, make it an attractive option for manufacturers seeking to improve their dust control systems.
As the demand for efficient and reliable dust control solutions continues to grow, the ceramic multi-tube dust collector is poised to make even greater strides in the industrial dust control market. With its impressive performance and versatility, this product is set to play a pivotal role in shaping the future of dust management in various industries.


